Bambu Studio est le "Slicer" proposé par Bambulabs.
"Slicer" = "trancheur", c'est le logiciel qui va transformer l'objet que vous souhaitez "imprimer" en un fichier compréhensible pour l'imprimante (gCode). Bambu Studio est basé sur PrusaSlicer, qui lui-même était basé sur "Slic3R" (pour les plus anciens d'entre nous).
Je vais devoir retrouver mes habitudes, car j'utilise depuis plusieurs années Simplify3D. La nouveauté ne fait jamais de mal (et on verra plus loin que c'est... vrai !).
L'objectif de ce petit article n'est pas de réaliser un tutoriel sur "Bambu Studio", mais simplement de noter mes impressions et les étapes que je vais suivre pour vérifier que tout est bien "calibré" et transférer mes pièces habituelles vers ce logiciel pour impression sur les A1 Mini.
Lors de l'installation du logiciel, j'ai volontairement limité le nombre de types d'imprimantes et de filaments préenregistrés proposés. Pour les imprimantes, je n'ai laissé que la A1 Mini et la Ender3 (si le logiciel me plaît, pourquoi ne pas l'utiliser aussi pour mes Ender3 à terme).
Idem côté filament, je n'ai laissé que "Generic PLA". Il sera toujours possible de rappeler des configurations de filaments plus tard si nécessaire.
Trois paramètres vitaux
Diamètre du filament
Première chose importante : vérifier le diamètre moyen de son filament. Depuis quelques années, la qualité du maintien du diamètre du filament est généralement bonne, mais je vérifie toujours. Si le diamètre du filament ne correspond pas au diamètre configuré dans le logiciel, tous les calculs pour extruder la bonne quantité de matière seront faux, et les cotes de vos pièces ne seront pas bonnes.
Dans mon cas, c'est parfait : une mesure de diamètre (avec un micromètre) sur quelques points sur une distance d'un mètre de filament donne 1,75 mm. Il n'y a rien à modifier côté logiciel.
Le nombre de pas par millimètre de l'extrudeur
Je fais confiance à Bambulab pour que le deuxième paramètre (que je vérifie aussi habituellement) soit correct : le "nombre de pas par millimètre de l'extrudeur" (steps/mm ou step_per_unit). L'extrudeur est le système électromécanique qui "pousse" le filament dans la buse.
Ce réglage doit être parfait : si on demande une extrusion de 100 mm de filament, 100 mm de filament doivent sortir de l'extrudeur, pas plus, pas moins.
Si la longueur "extrudée" n'est pas correcte, il faut alors modifier le nombre de "pas" envoyés au moteur pour 1 mm demandé, dans la configuration du firmware ou au début du fichier gCode.
Ne souhaitant pas tout démonter pour accéder à l'extrudeur, je pars du principe que ce réglage est bon d'usine.
Coefficient d'extrusion
Le dernier réglage de base très important à faire ou à vérifier est le "coefficient d'extrusion". Suivant la température de la buse, la vitesse d'extrusion, etc., le fil (cordon d'extrusion) à la sortie de la buse peut être plus ou moins large (car oui, on peut créer un fil plus ou moins large que le diamètre de la buse).
Pour simplifier au maximum, ce coefficient permet d'obtenir, dans les conditions d'impression déterminées (température d'extrusion, vitesse de déplacement en cours d'impression, etc.), le respect de la largeur du cordon souhaité (0,4 mm dans le cas de ma pièce de test).
On peut facilement imaginer que si le cordon est trop large ou pas assez, les dimensions de notre pièce ne seront pas bonnes !
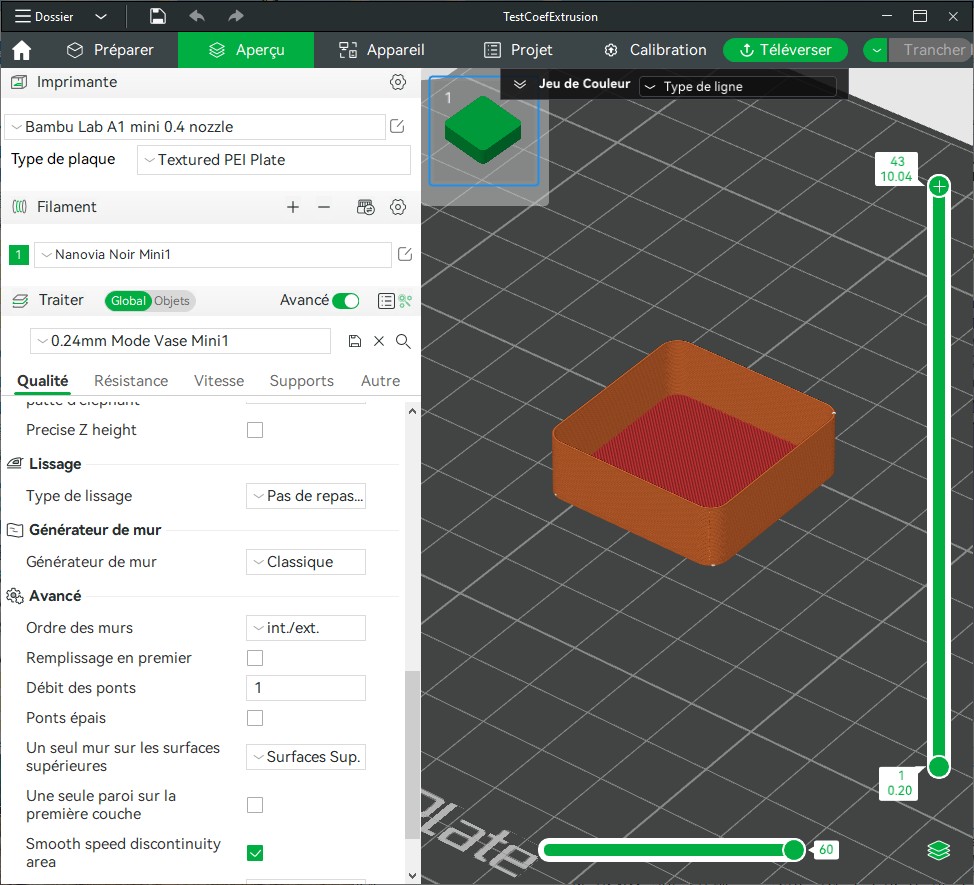
Pour vérifier ou régler ce paramètre, j'utilise une pièce de calibration personnelle (très simple...) : un cube "vide" dont l'épaisseur de la paroi correspond au diamètre de la buse, dans mon cas : 0,4 mm.
Cette pièce, imprimée en mode vase (un seul cordon déposé, sans rupture), permet après impression de mesurer au pied à coulisse ou micromètre l'épaisseur de la paroi obtenue. Si l'épaisseur de la paroi n'est pas correcte, on prend la valeur du coefficient d'extrusion du logiciel, on fait une règle de trois, et on change la valeur dans le logiciel. On réimprime pour vérifier.
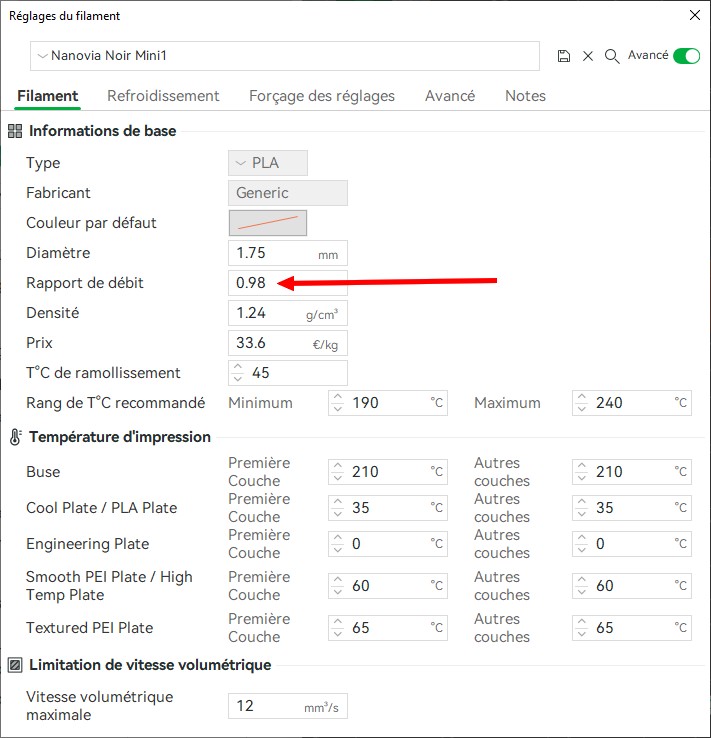
Dans Bambu Studio, pour un PLA "générique", la valeur de ce coefficient d'extrusion (nommé "Rapport de débit") est d'origine de "0,98".
Remarque : ce paramètre est lié au "réglage du filament" et il apparaît uniquement si la mode "Avancé" est activé.
Pièce de test et résultats
J'imprime ma pièce avec les réglages proposés par Bambu Studio, en modifiant uniquement la température d'extrusion : j'imprime tous mes PLA à 210°.
Et... "miracle", la largeur de la paroi est de "0,4 mm" !
Chance ?

Je note que les premières couches sont magnifiques (merci au calibrage du plateau). La plaque texturée donne un effet sympa.
Après cette première expérience avec Bambu Studio et la A1 Mini, je reste (très) "positivement" surpris !
Je ne toucherai donc pour le moment à aucun autre paramètre, tout est parfait comme cela.
Ergonomie logicielle
La prise en main est facile et rapide. Je ne suis pas "dérouté". Il y a trois "sections" bien définies qui représentent :
- Les paramètres/configuration de l'imprimante
- Les paramètres/configuration du filament
- Les paramètres/configuration du traitement à appliquer aux objets que l'on souhaite imprimer.
C'est "classique" et lorsque l'on connaît les "mots-clés" des paramètres que l'on souhaite modifier, on retrouve rapidement ses marques.
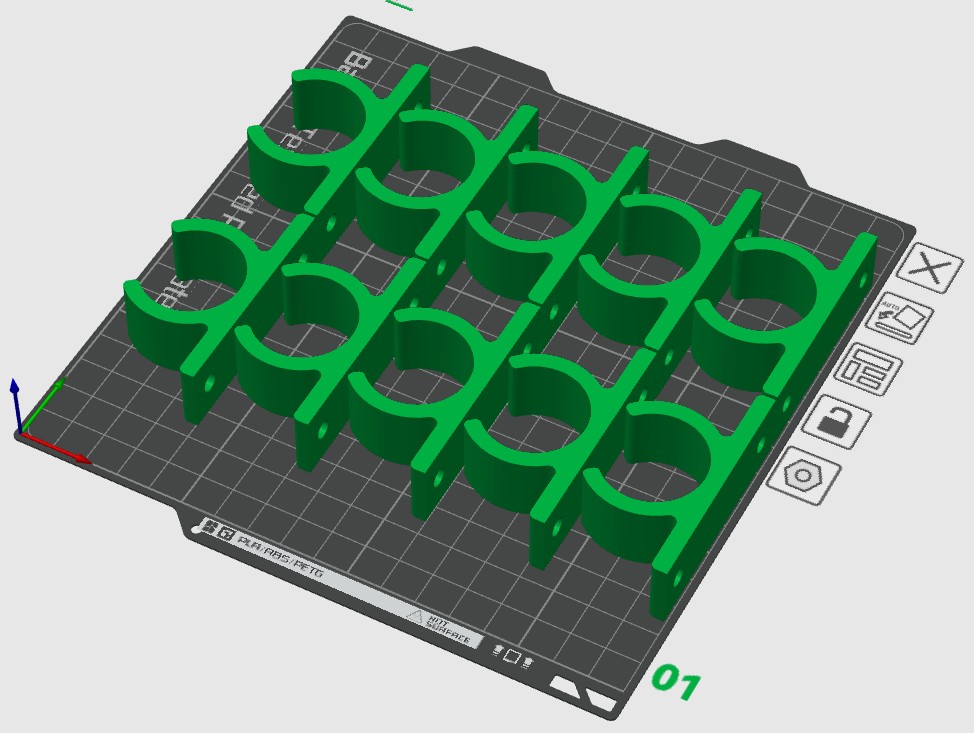
Le système de placement automatique des pièces pour maximiser l'espace sur le plateau fonctionne très bien. Toute la surface disponible "virtuellement" est bien celle disponible "physiquement" côté imprimante, ce qui est un gain appréciable pour mes futures productions.
Pour résumer, je n'ai au final modifié qu'un seul paramètre, la t° d'extrusion (210°) de mon filament, c'est tout.
Il est maintenant temps d'imprimer quelques-unes de mes pièces habituelles.